എന്താണ് ഇൻഡക്ഷൻ ക്യൂറിംഗ്?
ഇൻഡക്ഷൻ ക്യൂറിംഗ് എങ്ങനെയാണ് പ്രവർത്തിക്കുന്നത്? ലളിതമായി പറഞ്ഞാൽ, ലൈൻ പവർ ആൾട്ടർനേറ്റിംഗ് കറന്റിലേക്ക് പരിവർത്തനം ചെയ്യുകയും കോയിലിനുള്ളിൽ ഒരു വൈദ്യുതകാന്തിക മണ്ഡലം സൃഷ്ടിക്കുന്ന ഒരു വർക്ക് കോയിലിലേക്ക് എത്തിക്കുകയും ചെയ്യുന്നു. എപ്പോക്സി ഉള്ള ഭാഗം ലോഹമോ കാർബൺ അല്ലെങ്കിൽ ഗ്രാഫൈറ്റ് പോലെയുള്ള അർദ്ധചാലകമോ ആകാം. ഗ്ലാസ് പോലുള്ള ചാലകമല്ലാത്ത സബ്സ്ട്രേറ്റുകളിലെ എപ്പോക്സി ഭേദമാക്കാൻ, വൈദ്യുതചാലകമായ സസെപ്റ്റർ ഉപയോഗിച്ച് ചാലകമല്ലാത്ത വസ്തുക്കളിലേക്ക് താപം കൈമാറാൻ കഴിയും.
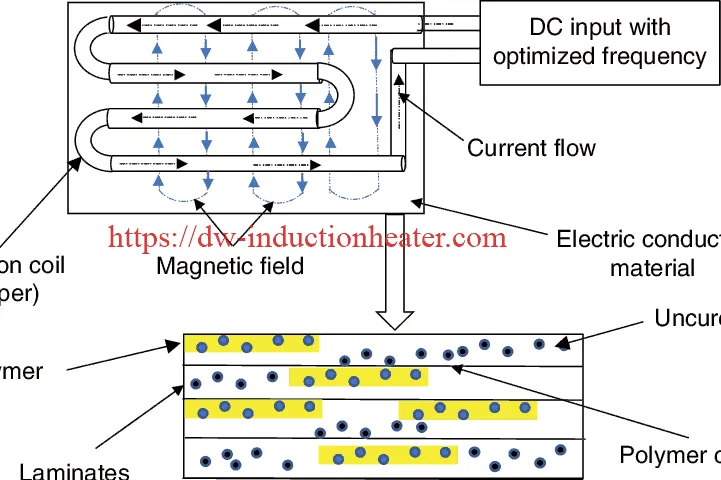 ഇൻഡക്ഷൻ ക്യൂറിംഗ് തത്വം- സിദ്ധാന്തം
ഇൻഡക്ഷൻ ക്യൂറിംഗ് തത്വം- സിദ്ധാന്തംഇൻഡക്ഷൻ ക്യൂറിംഗിന്റെ പ്രയോജനങ്ങൾ എന്തൊക്കെയാണ്?
താപം സുഖപ്പെടുത്തുന്ന ഒറ്റ ഘടകം എപ്പോക്സി പശകൾക്ക് വിവിധ സ്രോതസ്സുകളിൽ നിന്നുള്ള ചൂട് ഉപയോഗിക്കാം. ഏറ്റവും സാധാരണമായത് ഒരു ഓവൻ ആണെങ്കിലും ഹീറ്റ് എയർ ഗണ്ണുകൾ, ബേക്ക് പ്ലേറ്റുകൾ, ഇൻഡക്ഷൻ ക്യൂറിംഗ് എന്നിവയും ഉപയോഗിക്കുന്നു. ഇൻഡക്ഷൻ ക്യൂറിംഗ് എപ്പോക്സിയെ സുഖപ്പെടുത്താൻ ആവശ്യമായ സമയത്തിന്റെ അളവ് ഗണ്യമായി കുറയ്ക്കുകയും ചുറ്റുമുള്ള ഘടകങ്ങളിൽ താപത്തിന്റെ സ്വാധീനം കുറയ്ക്കുകയും ചെയ്യും, കാരണം ഇൻഡക്ഷൻ ചൂടാക്കൽ പശ പ്രദേശത്തേക്ക് കൃത്യമായി ചൂട് നൽകുന്നു.
എന്റെ അപേക്ഷയ്ക്ക് ഇൻഡക്ഷൻ ക്യൂറിംഗ് നല്ലൊരു ഓപ്ഷനാണോ?
നിങ്ങളുടെ ഇൻഡക്ഷൻ തപീകരണ ഉപകരണങ്ങൾ സ്പെഷ്യലിസ്റ്റും ഇനിപ്പറയുന്ന വിഷയങ്ങളെക്കുറിച്ചുള്ള നിങ്ങളുടെ എപ്പോക്സി പശ നിർമ്മാതാവിന്റെ വിവരങ്ങളും മികച്ച ശുപാർശ നൽകാൻ അവരെ സഹായിക്കും.
1. മെറ്റീരിയലുകൾ അല്ലെങ്കിൽ സബ്സ്ട്രേറ്റുകൾ ബന്ധിപ്പിച്ചിരിക്കുന്നു - അടിവസ്ത്രങ്ങൾ എന്താണെന്ന് മനസിലാക്കുന്നത്, പശ സുഖപ്പെടുത്തുന്നതിന് ആവശ്യമായ ചൂടാക്കൽ നിരക്കും ശക്തിയും നിർണ്ണയിക്കാൻ സഹായിക്കും. ഉദാഹരണത്തിന്, അലൂമിനിയം ചൂടാക്കാൻ ആവശ്യമായതിനേക്കാൾ കുറഞ്ഞ ശക്തിയിൽ ഇരുമ്പ് ചൂടാക്കുന്നു.
2. ബന്ധിപ്പിച്ചിരിക്കുന്ന ഘടകങ്ങളുടെ വലുപ്പം - ചെറിയ ഭാഗങ്ങൾക്ക് കാര്യക്ഷമമായ ചൂടാക്കലിന് ഉയർന്ന ആവൃത്തി ആവശ്യമാണ്. കുറഞ്ഞ ആവൃത്തിയിൽ നിന്ന് വലിയ പ്രദേശങ്ങൾക്ക് പ്രയോജനം ലഭിക്കും.
3. എപ്പോക്സി ആവശ്യകതകൾ - എപ്പോക്സി ക്യൂറിംഗ് ചെയ്യുന്നതിന് ഒരു മിനിറ്റ്/പരമാവധി പരിധിയുണ്ട്. രോഗശമനത്തിന് ആവശ്യമായ ഏറ്റവും കുറഞ്ഞ താപനിലയും എപ്പോക്സിയുടെ തകർച്ചയ്ക്ക് മുമ്പ് അനുവദനീയമായ പരമാവധി താപനിലയും.
ക്വാർട്സ് ചിപ്പ് ഒരു സ്റ്റീൽ സിലിണ്ടറുമായി ബന്ധിപ്പിക്കുന്നതിനുള്ള ഇൻഡക്ഷൻ ക്യൂറിംഗ്
ഓട്ടോമോട്ടീവ് വ്യവസായത്തിലെ ഒരു കമ്പനി, 175° C (347°F) താപനിലയിൽ എത്താനും +/- 3 C ന്റെ കർശനമായ സഹിഷ്ണുതയ്ക്കുള്ളിൽ പിടിക്കാനും കഴിയുന്ന ഒരു ഇൻഡക്ഷൻ ഹീറ്റിംഗ് സിസ്റ്റത്തിനായി തിരയുകയാണ്. ഇൻഡക്ഷൻ ടേബിൾ ഒരു സ്റ്റീൽ സിലിണ്ടർ ചൂടാക്കി ഒരു ക്വാർട്സ് ചിപ്പ് ബന്ധിപ്പിക്കുന്നതിനുള്ള പശ സുഖപ്പെടുത്തും. ഇൻഡക്ഷൻ ചൂടാക്കൽ ഒരു മുൻഗണനാ രീതിയാണ്, കാരണം ഇത് വേഗതയേറിയതും നിയന്ത്രിതവും കൂടുതൽ ഏകീകൃതവുമായ ചൂടാക്കൽ നൽകുന്നു.

വ്യവസായം: ഓട്ടോമോട്ടീവ്
ഉപകരണം: DW-UHF-10kW ഇൻഡക്ഷൻ തപീകരണ സംവിധാനം ആവശ്യമുള്ള ഊഷ്മാവ് വർദ്ധിപ്പിക്കാനും നിലനിർത്താനും ഈ ക്യൂറിംഗ് ആപ്ലിക്കേഷന് ശുപാർശ ചെയ്യുന്നു.
പ്രോസസ്സ്:
ഈ ഇൻഡക്ഷൻ ക്യൂറിംഗ് ആപ്ലിക്കേഷന്റെ ലക്ഷ്യം 1.064" (2.70 സെ.മീ) OD, 7.25" (18.41 സെന്റീമീറ്റർ) നീളമുള്ള ഒരു സ്റ്റീൽ സിലിണ്ടറിന്റെ രണ്ട് വശങ്ങളും 1 C (2.54 °) വരെ 175" (347 സെ.മീ) ഹീറ്റ് സോണും ചൂടാക്കുക എന്നതാണ്. F) ബോണ്ടിംഗ് ആപ്ലിക്കേഷൻ നടത്തുന്നതിന് ആ താപനില 60 സെക്കൻഡ് പിടിക്കുക. ആവശ്യമുള്ള താപനില 13 സെക്കൻഡിൽ എത്തി. താപനില അളക്കാൻ കെ-ടൈപ്പ് ടെമ്പറേച്ചർ കൺട്രോളർ ഉപയോഗിച്ചു.
 ഇൻഡക്ഷൻ ക്യൂറിംഗ് പ്രക്രിയ
ഇൻഡക്ഷൻ ക്യൂറിംഗ് പ്രക്രിയക്വാർട്സ് ചിപ്പ് ഒരു സ്റ്റീൽ സിലിണ്ടറുമായി ബന്ധിപ്പിക്കുന്നതിനുള്ള ഇൻഡക്ഷൻ ക്യൂറിംഗ്