ഇൻഡക്ഷൻ ഉപയോഗിച്ച് ബ്രേസിംഗ് കോപ്പർ ട്യൂബിംഗ്
വിവരണം
വസ്തുനിഷ്ഠമായ
പ്രകടമാക്കുന്നു ഇൻഡക്ഷൻ ബ്രേസിംഗ് കോപ്പർ ട്യൂബിംഗ് കൂടാതെ DW-UHF-10 kW സിസ്റ്റവും ലഭ്യമായ സ്പ്ലിറ്റ് ലാബ് കോയിലും ഉപയോഗിച്ച് ബ്രേസ് സമയം

എക്യുപ്മെന്റ്
DW-UHF-10KW ഇൻഡക്ഷൻ ബ്രേസിംഗ് മെഷീൻ
മെറ്റീരിയൽസ്
Opper കോപ്പർ ട്യൂബിംഗ് - സക്ഷൻ ട്യൂബ്
• ബ്രേസ് പേസ്റ്റ്
കീ പാരാമീറ്ററുകൾ
പവർ: 10 കിലോവാട്ട്
താപനില: ഏകദേശം 1500 ° F (815 ° C)
സമയം: 5 - 5.2 സെ

പ്രോസസ്സ്:
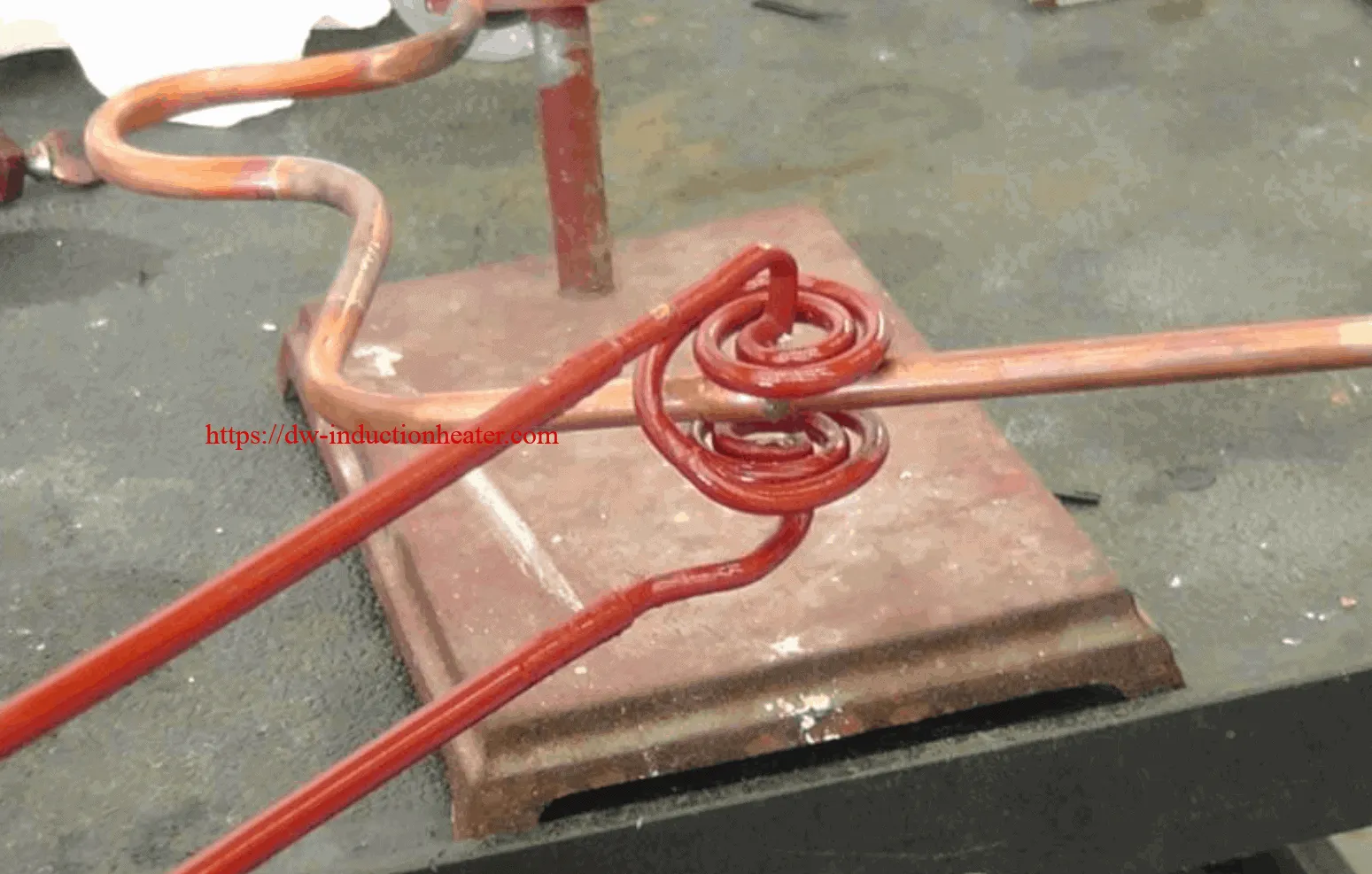
പരീക്ഷണത്തിനായി ഒരു അസംബ്ലി മാത്രമേ നൽകിയിട്ടുള്ളൂ എന്നതിനാൽ, ഞങ്ങൾ ഒരു കനത്ത മതിൽ ഉപയോഗിച്ച് ഒരു ടെസ്റ്റ് ലോഡ് സജ്ജമാക്കി 5/16 ”ചെമ്പ് കുഴലുകൾ സജ്ജീകരിച്ചത് ഒരു ട്യൂബ് പോലെയുള്ള സജ്ജീകരണം തുറന്ന ഫ്ലേഞ്ച് അറ്റത്ത് മറ്റൊന്ന് സ്വീകരിച്ചു. താപനില സൂചിപ്പിക്കുന്നതിന് ടെമ്പിലാക്ക് പെയിന്റ് ഉപയോഗിച്ചാണ് താപ സമയം കണക്കാക്കിയത്. ടെസ്റ്റ് അസംബ്ലി, (നൽകിയ ഘടകങ്ങൾക്ക് ശേഷം) 505 അലോയ് ബ്രേസ് പേസ്റ്റ് ഉപയോഗിച്ച് ഒരു കോട്ടിംഗ് ഉപയോഗിച്ച് അറ്റാച്ചുചെയ്ത ഫോട്ടോഗ്രാഫുകൾക്ക് ലാബ് ടെസ്റ്റ് കോയിലിൽ സ്ഥാപിച്ചു) അലോയ് ഒഴുകുന്നതിനും സംയുക്തമാക്കുന്നതിനും 5 - 5.2 സെക്കൻഡ് ചൂട് ചക്രം കണ്ടെത്തി. .

ഫലങ്ങൾ / ആനുകൂല്യങ്ങൾ:
- പ്രകടമാക്കിയതുപോലെ, DW-UHF മോഡൽ ഇൻഡക്ഷൻ ബ്രേസിംഗ് സിസ്റ്റം ബ്രേസ്ഡ് ജോയിന്റ് പൂർത്തിയാക്കുന്നതിന് ഏറ്റവും വലുതും ചെറുതുമായ ട്യൂബ് മുതൽ ട്യൂബ് വിഭാഗങ്ങൾ വരെ ചൂടാക്കാൻ കഴിവുള്ളതാണ്. ലഭ്യമായ ടെസ്റ്റ് കോയിൽ ഉപയോഗിച്ചുള്ള ചൂട് സമയങ്ങൾ ഇലക്ട്രോലക്സിന് ആവശ്യമായ ഉൽപാദന സമയ സമയ പ്രതീക്ഷകളിലാണ്.
- നിങ്ങളുടെ ലേ layout ട്ട് ഫോട്ടോഗ്രാഫിൽ സൂചിപ്പിച്ചിരിക്കുന്ന 12 സന്ധികളെയും ഉൾക്കൊള്ളാൻ കഴിയുന്ന അന്തിമ കോയിൽ ഡിസൈൻ വികസിപ്പിക്കുന്നതിന് എച്ച്എൽക്യുവിന് അവലോകനത്തിനായി ഒരു പൂർണ്ണ അസംബ്ലി ആവശ്യമാണ്. ലോഡ് കോയിലിൽ സൃഷ്ടിച്ച RF ഫീൽഡ് സ്റ്റീൽ ഭവനത്തെ ബാധിക്കില്ലെന്ന് ഉറപ്പാക്കുന്നതിന് ട്യൂബ് കണക്ഷനുകൾ ബ്രേസ് ചെയ്യേണ്ടതും സ്റ്റീൽ കംപ്രസർ വിഭാഗവും തമ്മിലുള്ള അനുമതികൾ അറിയുകയും കാണുകയും ചെയ്യേണ്ടത് ആവശ്യമാണ്. ഈ അന്തിമ രൂപകൽപ്പനയ്ക്ക് കോയിലിൽ ഫെറൈറ്റ് വസ്തുക്കൾ ചേർക്കേണ്ടതായി വരാം, അത് ആർഎഫ് ഫീൽഡിനെ കോപ്പർ ലീഡുകളിലേക്ക് ഫോക്കസ് ചെയ്യുന്നതിന് സഹായിക്കും, സ്റ്റീൽ ഭവനങ്ങളിലേക്കല്ല.
- ലഭ്യമായ ലാബ് കോയിൽ ഉപയോഗിച്ച് DW-UHF-10kW ൽ പ്രാഥമിക പരിശോധനകൾ പൂർത്തിയാക്കി. ഉൽപാദന കോയിൽ ഒരു ചാലകമല്ലാത്ത ഭവനത്തിൽ അടങ്ങിയിരിക്കും, അത് ബ്രേസ് പ്രക്രിയയ്ക്കായി കൃത്യവും പോസിറ്റീവുമായ ചൂടാക്കൽ സ്ഥലത്തിനായി ചെമ്പ് ലീഡുകൾക്കെതിരായ കോയിൽ കണ്ടെത്തുന്നതിന് ഓപ്പറേറ്ററെ അനുവദിക്കും. പ്രൊഡക്ഷൻ കോയിൽ രൂപകൽപ്പന ടെസ്റ്റ് കോയിലിനേക്കാൾ ഹ്രസ്വമായ ലീഡുകൾ ഉൾക്കൊള്ളുകയും ചൂട് ചക്രങ്ങൾ മെച്ചപ്പെടുത്തുന്ന തരത്തിൽ ക്രമീകരിക്കുകയും ചെയ്യും (കുറഞ്ഞ താപ സമയം).