
ഇൻഡക്ഷൻ പ്രീഹീറ്റ് വെൽഡിംഗ് സ്റ്റീൽ റോഡുകൾ
വിവരണം
ഇൻഡക്ഷൻ പ്രീഹീറ്റ് വെൽഡിംഗ് സ്റ്റീൽ വടി പ്രയോഗങ്ങൾ
വസ്തുനിഷ്ഠമായ ഒരു പ്രധാന ഉപകരണ നിർമ്മാതാവിനുള്ള വെൽഡിംഗ് ആപ്ലിക്കേഷനായി സ്റ്റീൽ കമ്പുകൾ 500 ºF (260 ºC) വരെ പ്രീഹീറ്റ് ചെയ്യുന്നതിന്
മെറ്റീരിയൽ: ഉപഭോക്താവ് വിതരണം ചെയ്ത സ്റ്റീൽ പിന്നുകൾ (വ്യത്യാസപ്പെടുന്നു, ശരാശരി 2 ”/ 51 മിമി)
താപനില: 500 º എഫ് (260 º C)
ആവൃത്തി: ക്സനുമ്ക്സ ഹേർട്സ്
ഉപകരണം: എട്ട് 45 μF കപ്പാസിറ്ററുകൾ അടങ്ങിയ വിദൂര ചൂട് സ്റ്റേഷൻ സജ്ജീകരിച്ചിരിക്കുന്ന DW-HF-50kW 150-1.0 kHz ഇൻഡക്ഷൻ തപീകരണ സംവിധാനം
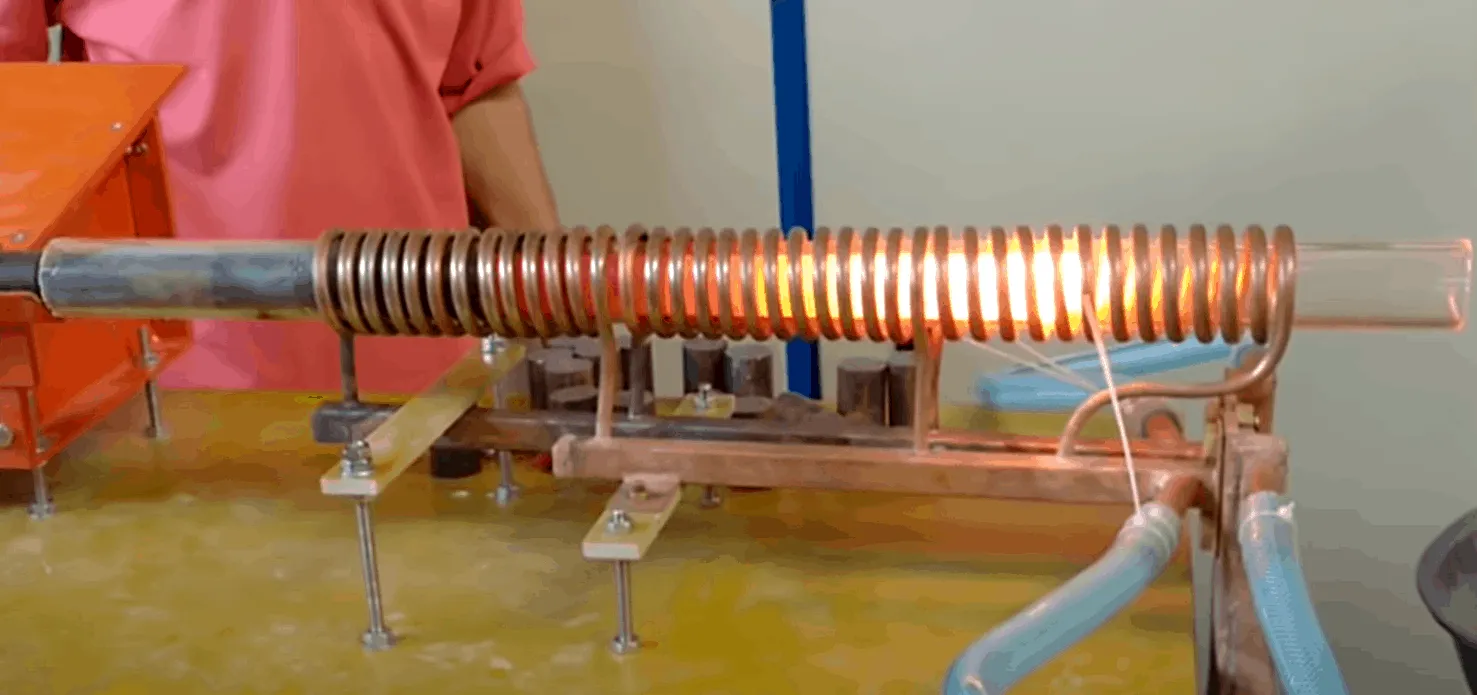
- ഒന്നിലധികം സ്ഥാനം രണ്ട്-ടേൺ ഇൻഡക്ഷൻ ടേബിൾ കോയിൽ ഈ അപ്ലിക്കേഷനായി പ്രത്യേകമായി രൂപകൽപ്പന ചെയ്ത് വികസിപ്പിച്ചെടുത്തു
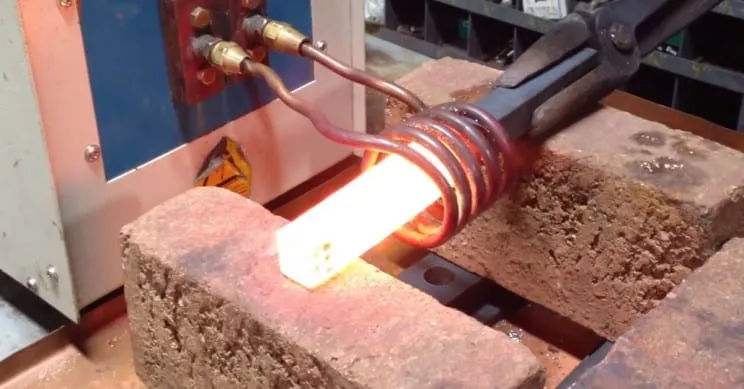
ഇൻഡക്ഷൻ പ്രീഹീറ്റിംഗ് പ്രക്രിയ: ഉരുക്ക് വടി കോയിലിലേക്ക് കയറ്റി, ചൂട് ഓണാക്കി. ഭാഗം ഒരു മിനിറ്റിനുള്ളിൽ 600 ºF (316) C) ൽ എത്തി. പവർ ഓഫ് ചെയ്യുകയും 30 സെക്കൻഡ് വടി നിരീക്ഷിക്കുകയും പുറത്തെ പാളി 500 dropF (260) C) ന് താഴെയാകില്ലെന്ന് ഉറപ്പുവരുത്തുകയും ചെയ്തു.

ആപ്ലിക്കേഷൻ ലാബിന്റെ അനുഭവങ്ങളും പരിശോധനയും അടിസ്ഥാനമാക്കി, കൂടുതൽ സമയം ചൂടാക്കൽ സമയം, കുറഞ്ഞ വൈദ്യുതി ആവശ്യമാണ്.
കൂടാതെ, ചൂടാക്കൽ സമയം കൂടുതൽ, പുറത്തുനിന്നുള്ള താപനില 500 aboveF ന് മുകളിലായി തുടരും.
അതിന്റെ വെളിച്ചത്തിൽ, supply ർജ്ജ വിതരണത്തിന്റെ കാര്യത്തിൽ കൂടുതൽ സാധ്യതകളുണ്ട്, 15 കിലോവാട്ട് ഇൻഡക്ഷൻ ഹീറ്ററിൽ നിന്ന് രണ്ട് സ്ഥാനങ്ങളുള്ള കോയിലുള്ള രണ്ട് മിനിറ്റ് ചൂടാക്കൽ സമയം 45 കിലോവാട്ട് വരെ ഇൻഡക്ഷൻ ചൂടായ സംവിധാനം നാല് സ്ഥാനങ്ങളുള്ള കോയിലും ഒരു മിനിറ്റ് ചൂടാക്കാനുള്ള സമയവും.
ഫലങ്ങൾ / ആനുകൂല്യങ്ങൾ
കൃത്യമായ താപനം: ഉപഭോക്താവിന് തീയിൽ നിന്ന് മാറാൻ നോക്കുന്നു, കാരണം ഇൻഡക്ഷന് കൂടുതൽ കൃത്യവും ആവർത്തിക്കാവുന്നതുമായ താപനം നൽകാൻ കഴിയും
- നുഴഞ്ഞുകയറ്റം: ഒരു ടോർച്ചുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ഇൻഡക്ഷൻ ഒരു മികച്ച ജോലി പിൻയിലേക്ക് തുളച്ചുകയറുന്നു, അത് നിർണ്ണായകമാണ്
വെൽഡിങ്ങിനായി പ്രീഹീറ്റിംഗ്
- വേഗത: ടോർച്ച് ചൂടാക്കലിനെ അപേക്ഷിച്ച് ഉൽപാദനം വർദ്ധിപ്പിക്കാൻ വേഗതയേറിയ ചൂടാക്കൽ ഇൻഡക്ഷൻ പ്രാപ്തമാക്കുന്നു
- ഭാഗത്തിന്റെ ഗുണനിലവാരം: ഒരു ടോർച്ചിന് ഭാഗം പൊട്ടാൻ കഴിയും, ഇത് ഇൻഡക്ഷൻ ഗുണകരമാക്കുന്നു
- തൊഴിൽ അന്തരീക്ഷം: ഇൻഡക്ഷൻ പ്രീഹീറ്റ് വെൽഡിംഗ് ഒരു തീജ്വാലയേക്കാൾ കുറഞ്ഞ ചൂടിനെ ജോലിസ്ഥലത്ത് അവതരിപ്പിക്കുന്ന സുരക്ഷിതമായ ചൂടാക്കൽ രീതിയാണ്




