ഹൈ ഫ്രീക്വൻസി ഇൻഡക്ഷൻ പ്രീഹീറ്റിംഗ് കോപ്പർ വടി, എപോക്സി ക്യൂറിംഗ് ആപ്ലിക്കേഷനായി കണക്റ്റർ
ഉത്തേജനം എപോക്സി ക്യൂറിംഗ് ആപ്ലിക്കേഷനായി കോപ്പർ വടി, കണക്റ്റർ
ലക്ഷ്യം: വൈദ്യുത ടേൺബക്കലുകൾക്കായുള്ള ഒരു നിർമ്മാണ പ്രക്രിയയിൽ എപോക്സി ക്യൂറിംഗിന് മുമ്പ് ചെമ്പ് വടിയുടെ ഒരു ഭാഗവും താപനിലയിലേക്ക് ഒരു ചതുരാകൃതിയിലുള്ള കണക്ടറും മുൻകൂട്ടി ചൂടാക്കുക.
മെറ്റീരിയൽ: ഉപഭോക്താവ് വിതരണം ചെയ്ത പൂശിയ ചെമ്പ് വടി (12 ”x 2” x 1 ”/ 305 മിമീ x 51 എംഎം x 102 എംഎം) കണക്റ്റർ
താപനില: 302 ºF (150 ºC)
ആവൃത്തി: 25 kHz
ഇൻഡക്ഷൻ തപീകരണ ഉപകരണം:
-DW-HF-60kW 15-45 kHz ഇൻഡക്ഷൻ ചൂടായ സംവിധാനം നാല് 21 μF കപ്പാസിറ്ററുകൾ അടങ്ങിയ വിദൂര വർക്ക്ഹെഡ് സജ്ജീകരിച്ചിരിക്കുന്നു

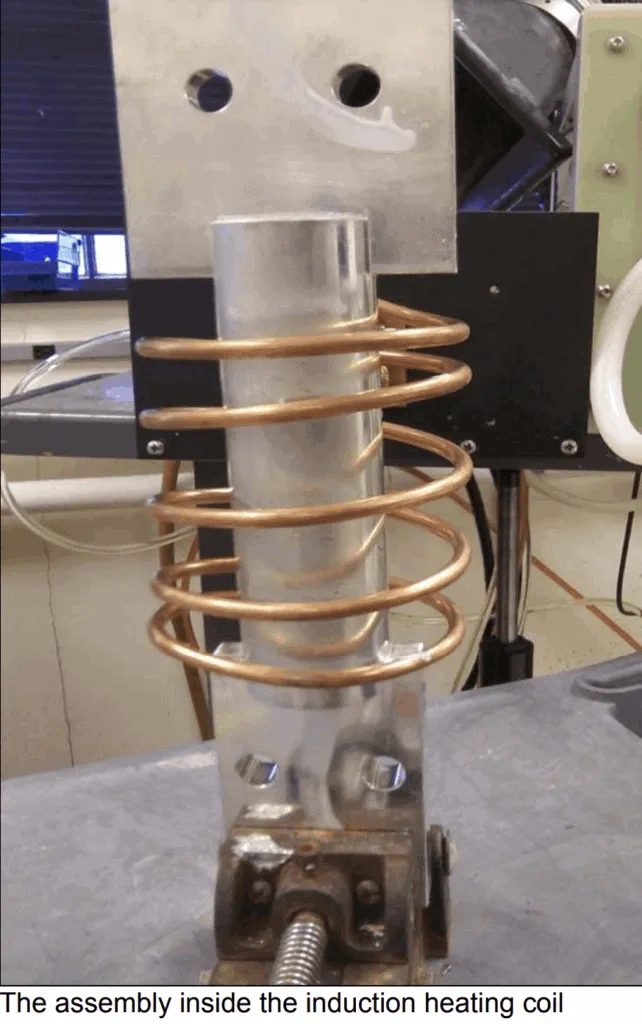
- ഈ ആപ്ലിക്കേഷനായി പ്രത്യേകമായി രൂപകൽപ്പന ചെയ്ത് വികസിപ്പിച്ചെടുത്ത ഒരൊറ്റ സ്ഥാനം ഏഴ്-ടേൺ ഹെലിക്കൽ ഇൻഡക്ഷൻ തപീകരണ കോയിൽ
ഇൻഡക്ഷൻ ചൂടാക്കൽ പ്രക്രിയ
ചെമ്പ് വടിയും കണക്ടറും ഉള്ളിൽ സ്ഥാപിച്ചു ഇൻഡക്ഷൻ ടേബിൾ കോയിൽ പവർ ഓണാക്കി. ഭാഗം 55 സെക്കൻഡിനുള്ളിൽ താപനിലയിലേക്ക് ചൂടാക്കപ്പെടുന്നു. താപനിലയിലേക്ക് ചൂടാക്കിയ ശേഷം, ഭാഗം നീക്കി ഒരു എപ്പോക്സി ക്യൂറിംഗ് / മോൾഡിംഗ് പ്രക്രിയ നടന്നു. ഈ വടി മുൻകൂട്ടി ചൂടാക്കാൻ ക്ലയന്റ് ഒരു വലിയ അടുപ്പ് ഉപയോഗിച്ചിരുന്നു, അത്
ചെലവ് കാര്യക്ഷമമല്ലായിരുന്നു. ഇൻഡക്ഷൻ വേഗതയേറിയതും കൂടുതൽ ചെലവേറിയതുമായ ചൂടാക്കൽ രീതി വാഗ്ദാനം ചെയ്യുന്നു.
ഫലങ്ങൾ / നേട്ടങ്ങൾ - വേഗത: ഇൻഡക്ഷൻ ഭാഗം വേഗത്തിൽ താപനിലയിലേക്ക് ചൂടാക്കുന്നു
- കാര്യക്ഷമത: ഈ ഭാഗങ്ങളെ അവയുടെ താപനിലയുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ചൂടാക്കാനുള്ള കൂടുതൽ കാര്യക്ഷമമായ മാർഗ്ഗമാണ് ഇൻഡക്ഷൻ
വലിയ അടുപ്പ്
- കൃത്യത: ചൂടാക്കൽ ആവശ്യമുള്ള വടിയുടെ ഭാഗങ്ങൾ മാത്രം ചൂടാക്കാൻ ഇൻഡക്ഷൻ സാധ്യമാക്കി