വസ്തുനിഷ്ഠമായ
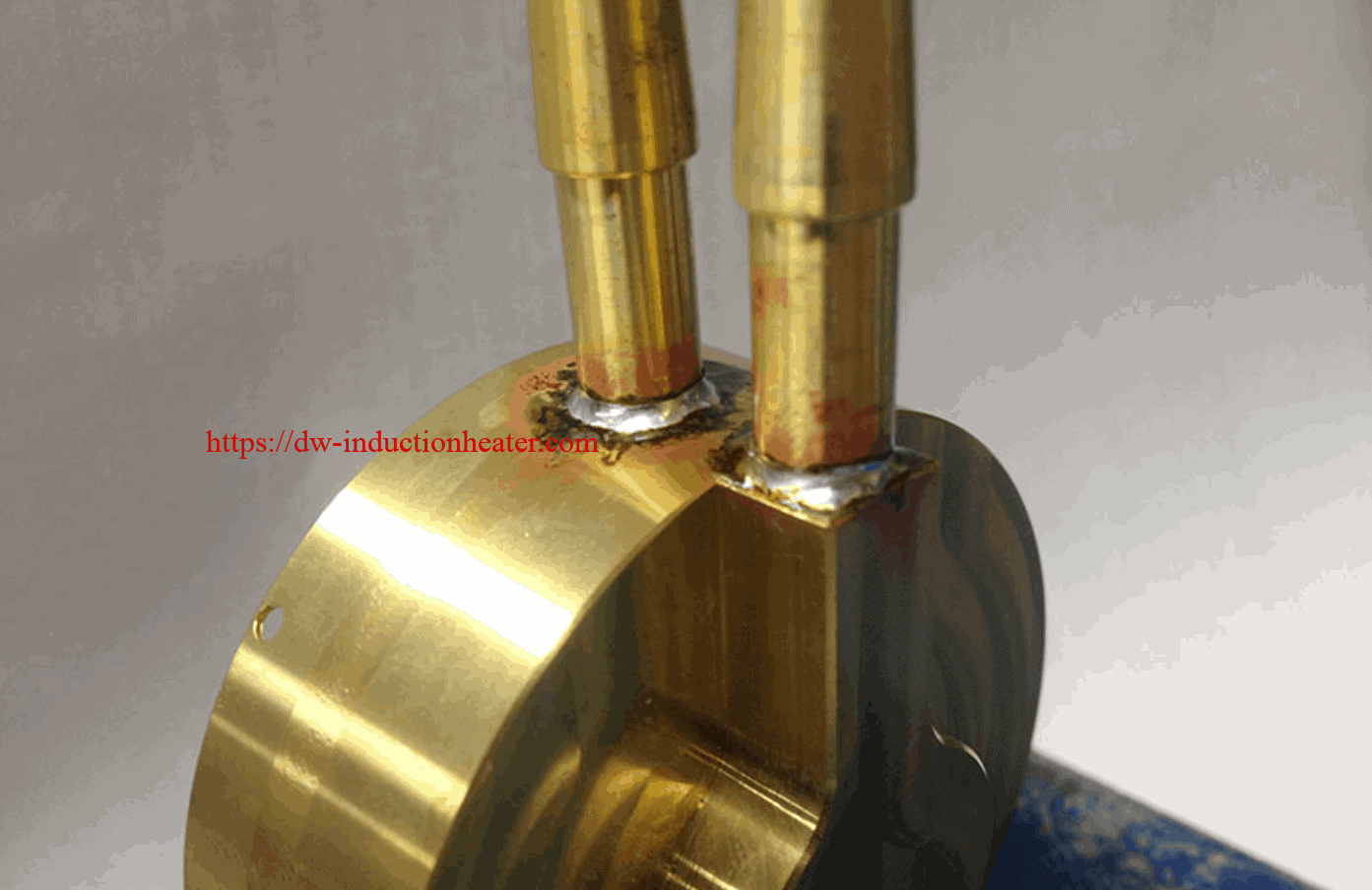
ഒരേ സമയം ഉയർന്ന ഫ്രീക്വൻസി ഇൻഡക്ഷൻ സോൾഡറിംഗ് ബ്രാസ് ട്യൂബ്സോൾഡർ ഇൻഡക്ഷൻ ചൂടാക്കലിനൊപ്പം ഒരു പിച്ചള വാട്ടർ ജാക്കറ്റ് അസംബ്ലിയിലേക്ക്.

എക്യുപ്മെന്റ്
DW-HF-15KW ഇൻഡക്ഷൻ ഹീറ്റിംഗ് മെഷീൻ

കീ പാരാമീറ്ററുകൾ
പവർ: 5 കിലോവാട്ട്
താപനില: 424 ° F (217 ° C)
സമയം: അലോയ് ഒഴുകുന്നതുവരെ 10 സെക്കൻഡ്; ട്യൂബിന് ചുറ്റും അലോയ് പോലും പുറത്തുപോകാൻ 15 സെക്കൻഡ്.

ടെസ്റ്റ് 1
മെറ്റീരിയൽസ്
• പിച്ചള വാട്ടർ ജാക്കറ്റ് അസംബ്ലി
• ലീഡ് ഫ്രീ സോൾഡർ അലോയ്
• യൂട്ടിലിറ്റി പേസ്റ്റ് സോളിഡിംഗ് ഫ്ലക്സ്

ടെസ്റ്റ് 2
മെറ്റീരിയൽസ്
• പിച്ചള വാട്ടർ ജാക്കറ്റ് അസംബ്ലി
• ലീഡ് ഫ്രീ സോൾഡർ അലോയ്
• യൂട്ടിലിറ്റി പേസ്റ്റ് സോളിഡിംഗ് ഫ്ലക്സ്

ഫലം:
പിച്ചള ഇൻലെറ്റ് / let ട്ട്ലെറ്റ് ട്യൂബുകൾ ഉപയോഗിച്ച് പിച്ചള അസംബ്ലിയിലേക്ക് വിജയകരമായി ബ്രേസ് ചെയ്തു ഉത്പാദനം ചൂടാക്കൽ. ട്യൂബ് കോയിലിന്റെ അവസാനത്തോട് അടുക്കുന്ന തരത്തിൽ കഷണം സ്ഥാപിക്കേണ്ടതുണ്ട്. അസംബ്ലിയുടെ നേർത്ത മതിലിലെ സോൾഡർ ജോയിന്റ് 10 സെക്കൻഡിനുള്ളിൽ സോളിഡിംഗ് താപനിലയിലെത്തും. രണ്ടാമത്തെ സോൾഡർ ജോയിന്റ് ശരാശരി 10 സെക്കൻഡിനുശേഷം (ആകെ 15 സെക്കൻഡ്) സോളിഡിംഗ് താപനിലയിലെത്തും. അന്തിമ ഗുണനിലവാരവും രൂപവും മെച്ചപ്പെടുത്തുന്നതിന് സോൾഡറിനെ ട്യൂബുകൾക്ക് ചുറ്റും തുല്യമായി ഒഴുകാൻ അനുവദിക്കുന്നതിന് 5 സെക്കൻഡ് അധിക ചൂടാക്കൽ ആവശ്യമായി വന്നേക്കാം.