ഉരുക്കിന്റെ ഉപരിതല ശമിപ്പിക്കുന്നതിനുള്ള ഇൻഡക്ഷൻ തപീകരണത്തിന്റെ ചലനാത്മകത ഘടകങ്ങളെ ആശ്രയിച്ചിരിക്കുന്നു: 1) വർദ്ധിച്ച താപനിലയുടെ ഫലമായി സ്റ്റീലുകളുടെ വൈദ്യുത, കാന്തിക പാരാമീറ്ററുകളിൽ മാറ്റങ്ങൾ വരുത്തുന്നത് (ഈ മാറ്റങ്ങൾ ഒരു നിശ്ചിത തീവ്രതയിൽ ആഗിരണം ചെയ്യപ്പെടുന്ന താപത്തിന്റെ അളവിൽ മാറ്റങ്ങളിലേക്ക് നയിക്കുന്നു. ഒരു തന്നിരിക്കുന്ന ഇൻഡക്ഷൻ കറന്റിലുള്ള വൈദ്യുത മണ്ഡലത്തിന്റെ) കൂടാതെ, 2) ചൂടാക്കുമ്പോൾ വൈദ്യുതകാന്തിക മണ്ഡലത്തിന്റെ തീവ്രതയിലെ മാറ്റത്തിന് കാരണമാകുന്ന ഘടകങ്ങളിൽ (അതായത്, ഇൻഡക്റ്ററിലെ വൈദ്യുതധാരയുടെ മാറ്റം).
ഓട്ടോമൊബൈൽ ഭാഗങ്ങളുടെ ചൂട് ചികിത്സയിൽ ഇൻഡക്ഷൻ ചൂടാക്കൽ ആദ്യമായി ഞങ്ങളുടെ പ്ലാന്റിൽ ഉപയോഗിച്ചു. 1937-1938 ൽ വിപി വോലോഗ്ഡിൻ ലബോറട്ടറിയിലെ ജീവനക്കാരുമായി സഹകരിച്ച് ഞങ്ങളുടെ പ്ലാന്റിൽ ZIS-5 എഞ്ചിന്റെ ക്രാങ്ക് ഷാഫ്റ്റുകളുടെ കഴുത്ത് കെടുത്തുന്നത് വികസിപ്പിച്ചെടുത്തു. തുടർച്ചയായ ഉൽപാദന ലൈനിന്റെ ഭാഗമായാണ് ഉപകരണങ്ങൾ ഇൻസ്റ്റാൾ ചെയ്തത്, അതിൽ ഭാഗങ്ങൾ സെമി-ഓട്ടോമാറ്റിക് ഹൈ-ഫ്രീക്വൻസി ഉപകരണത്തിൽ മെക്കാനിക്കൽ ചികിത്സയ്ക്ക് വിധേയമാക്കി. ~ae ZIL-61A, ZIL-164K ഓട്ടോമൊബൈലുകളുടെ എഞ്ചിനുകളുടെ 157% ത്തിലധികം ഭാഗങ്ങളും ഇൻഡക്ഷൻ ഹീറ്റിംഗ് വഴി ഉപരിതലം കഠിനമാക്കുന്നു.
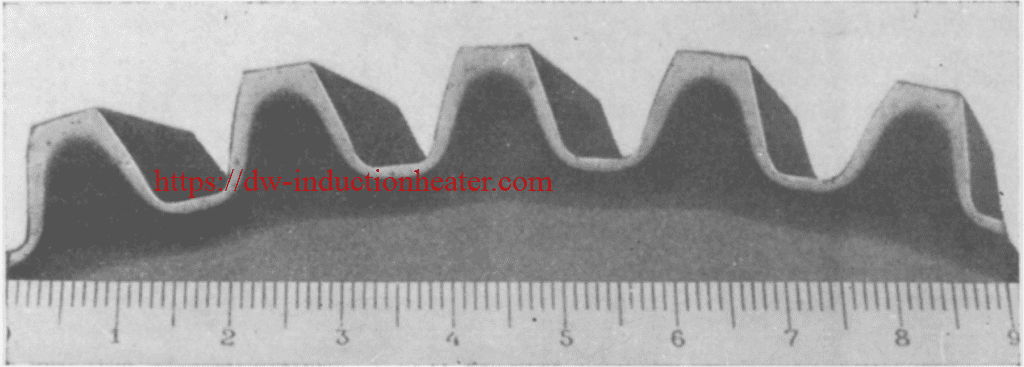 ഉരുക്കിന്റെ ഉപരിതല ശമിപ്പിക്കലിനുള്ള ഇൻഡക്ഷൻ തപീകരണത്തിന്റെ ഗതികത
ഉരുക്കിന്റെ ഉപരിതല ശമിപ്പിക്കലിനുള്ള ഇൻഡക്ഷൻ തപീകരണത്തിന്റെ ഗതികത