ഇൻഡക്ഷൻ ഹോട്ട് രൂപീകരണവും വ്യാജപ്രക്രിയയും
ഇൻഡക്ഷൻ ഹോട്ട് രൂപീകരണം വ്യാവസായിക ഫാസ്റ്റനറുകളായ ബോൾട്ടുകൾ, സ്ക്രൂകൾ, റിവറ്റുകൾ എന്നിവയുടെ നിർമ്മാണ പ്രക്രിയയാണ്. സാധാരണയായി ഒരു ഷീറ്റ്, ബാർ, ട്യൂബ് അല്ലെങ്കിൽ വയർ ആയ ലോഹത്തെ മയപ്പെടുത്താൻ ചൂട് ഉപയോഗിക്കുന്നു, തുടർന്ന് ഇനിപ്പറയുന്ന ഏതെങ്കിലും പ്രവർത്തനങ്ങൾ നടത്തി ലോഹത്തിന്റെ ആകൃതിയിൽ മാറ്റം വരുത്താൻ സമ്മർദ്ദം ഉപയോഗിക്കുന്നു: ഹോട്ട് ഹെഡിംഗ്, ബ്ലാങ്കിംഗ്, പഞ്ചിംഗ്, സ്ലോട്ട്, പെർഫോർട്ടിംഗ്, ട്രിമ്മിംഗ് , കത്രിക്കൽ അല്ലെങ്കിൽ വളയ്ക്കൽ. കൂടാതെ, ഇൻഡക്ഷൻ ഹോട്ട് രൂപപ്പെടുത്തലിനൊപ്പം മികച്ച രീതിയിൽ ചെയ്യുന്ന ഒരു പ്രക്രിയയാണ് ബില്ലറ്റ് ചൂടാക്കൽ.

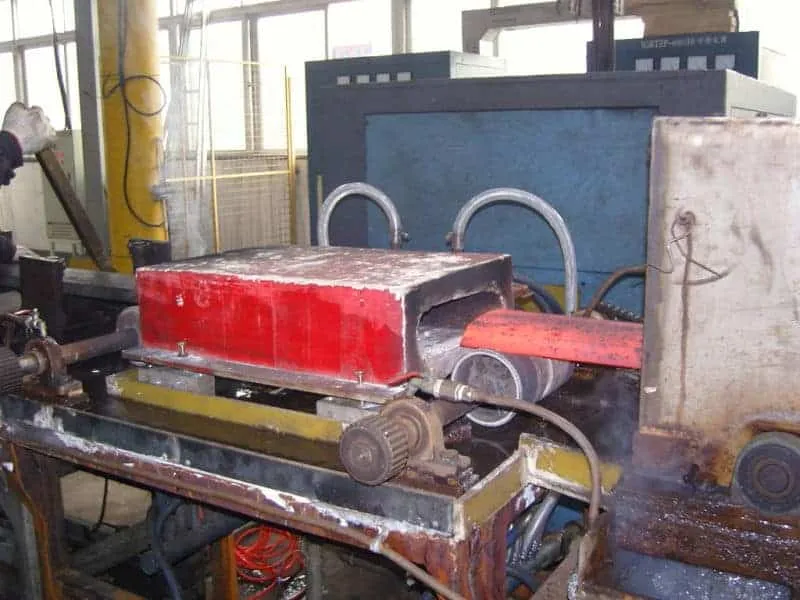
സാംസങ് ഡിജിറ്റൽ ക്യാമറ മോഡേൺ ഇൻഡക്ഷൻ തപീകരണം മറ്റ് തപീകരണ രീതികളെ അപേക്ഷിച്ച് ധാരാളം ഗുണങ്ങൾ നൽകുന്നു, ഇത് ബോണ്ടിംഗ് ആപ്ലിക്കേഷനുകൾക്ക് സാധാരണയായി ഉപയോഗിക്കുന്നു. ഇൻഡക്ഷനിലൂടെ ചൂടാക്കുന്നത് കുറഞ്ഞ സമയത്തിനുള്ളിൽ വിശ്വസനീയവും ആവർത്തിക്കാവുന്നതും ബന്ധപ്പെടാത്തതും energy ർജ്ജ-കാര്യക്ഷമവുമായ താപം നൽകുന്നു. ഇൻഡക്ഷൻ ടേബിൾ ആവർത്തിക്കാവുന്നതും വേഗത്തിലുള്ളതും കൃത്യവുമായ ചൂടാക്കൽ ചക്രങ്ങൾ നിർമ്മിക്കാനുള്ള കഴിവ് കാരണം ഇൻ-ലൈൻ ഉൽപാദന പ്രക്രിയകൾക്കും അനുയോജ്യമാണ്.
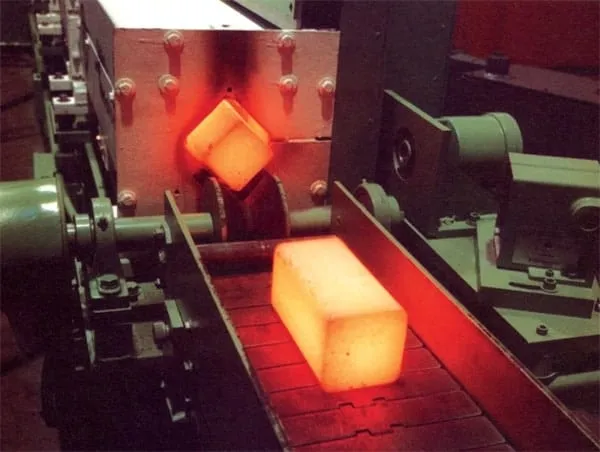
ഹോട്ട് ഫോർമിംഗും ഫോർജിംഗും, ചൂടുള്ള സ്റ്റാമ്പിംഗും എക്സ്ട്രൂഷനും ഒരു ഭാഗം രൂപപ്പെടുന്നതാണ്, അത് മുമ്പ് ചൂടാക്കപ്പെടുന്ന താപനിലയിൽ വികലമാക്കാനുള്ള പ്രതിരോധം ദുർബലമാണ്. സാധാരണയായി ഉപയോഗിക്കുന്ന വ്യാവസായിക വസ്തുക്കളുടെ ഏകദേശ ചൂട് രൂപപ്പെടുന്ന താപനില:
- 1100 മുതൽ 1250 .C വരെ ഉരുക്ക്
- താമ്രം 750 ºC
- അലുമിനിയം 550ºC

മെറ്റീരിയൽ ചൂടാക്കിയ ശേഷം, വ്യത്യസ്ത തരം മെഷീനുകളിൽ ചൂടുള്ള രൂപീകരണ പ്രവർത്തനം നടത്തുന്നു: മെക്കാനിക്കൽ ഇംപാക്ട് പ്രസ്സുകൾ, വളയുന്ന യന്ത്രങ്ങൾ, ഹൈഡ്രോളിക് എക്സ്ട്രൂഷൻ പ്രസ്സുകൾ തുടങ്ങിയവ.
ഫോർജിംഗിൽ ഉപയോഗിക്കുന്ന ആരംഭ മെറ്റീരിയൽ വൃത്താകൃതിയിലുള്ള സ്റ്റഡുകൾ, സ്ക്വയറുകൾ (ബില്ലറ്റ്) അല്ലെങ്കിൽ ബാർ മെറ്റീരിയലുകൾ രൂപത്തിൽ അവതരിപ്പിക്കുന്നു.
ഭാഗങ്ങൾ ചൂടാക്കാൻ പരമ്പരാഗത ചൂളകൾ (ഗ്യാസ്, ഇന്ധനം) ഉപയോഗിക്കുന്നു, എന്നാൽ ഇൻഡക്ഷനും ഉപയോഗിക്കാം.
ഇൻഡക്ഷൻ തപീകരണ ഗുണങ്ങൾ:
- മെറ്റീരിയലും energy ർജ്ജ സംരക്ഷണവും ഒപ്പം വഴക്കവും
- മികച്ച നിലവാരം
- പ്രോസസ്സ് നിയന്ത്രണം
- വളരെ കുറഞ്ഞ ചൂടാക്കൽ സമയം
- കുറഞ്ഞ ഓക്സിഡൈസും സ്കെയിലിന്റെ ഉൽപാദനവും വളരെ കുറവാണ്
- പ്രയോഗിക്കേണ്ട താപനിലയുടെ എളുപ്പവും കൃത്യവുമായ ക്രമീകരണം
- ചൂളയുടെ പ്രീ, മെയിന്റനൻസ് ചൂടാക്കുന്നതിന് സമയമൊന്നും ആവശ്യമില്ല (ഉദാഹരണത്തിന് വാരാന്ത്യത്തിന് ശേഷമോ അല്ലെങ്കിൽ കൂടുതൽ സമയമെടുക്കുമ്പോൾ)
- ഓട്ടോമേഷനും ആവശ്യമായ അധ്വാനവും കുറയ്ക്കുക
- ഒരു നിർദ്ദിഷ്ട പോയിന്റിലേക്ക് ചൂട് നയിക്കാനാകും, ഇത് ഒരു രൂപവത്കരണ വിസ്തീർണ്ണമുള്ള ഭാഗങ്ങൾക്ക് വളരെ പ്രധാനമാണ്
- കൂടുതൽ താപ ദക്ഷത
- വായുവിലെ ഒരേയൊരു ചൂട് പോലെ മെച്ചപ്പെട്ട ജോലി സാഹചര്യങ്ങൾ ഭാഗങ്ങൾ തന്നെയാണ്
പ്രക്രിയ കെട്ടിച്ചമച്ചതും ചൂടുള്ളതുമായ രൂപീകരണം ഓട്ടോമോട്ടീവ്, റെയിൽവേ, എയ്റോസ്പേസ്, ഓയിൽ ആൻഡ് ഗ്യാസ്, ചെയിനുകൾ, ഫോർജിംഗ് തുടങ്ങി നിരവധി വ്യാവസായിക മേഖലകളുടെ നിർമ്മാണത്തിലെ ഒരു സാധാരണ പ്രക്രിയയാണ്.
