
Induction Forging Steel Strip
വിവരണം
ഇൻഡക്ഷൻ ചൂടാക്കൽ സംവിധാനം ഉപയോഗിച്ച് ഇൻഡോർഡ് ഫോളൈനിംഗ് സ്റ്റീൽ സ്ട്രിപ്പ്
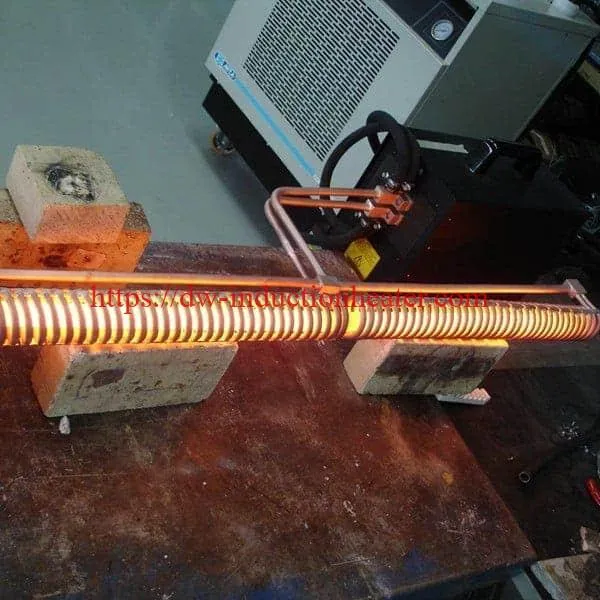
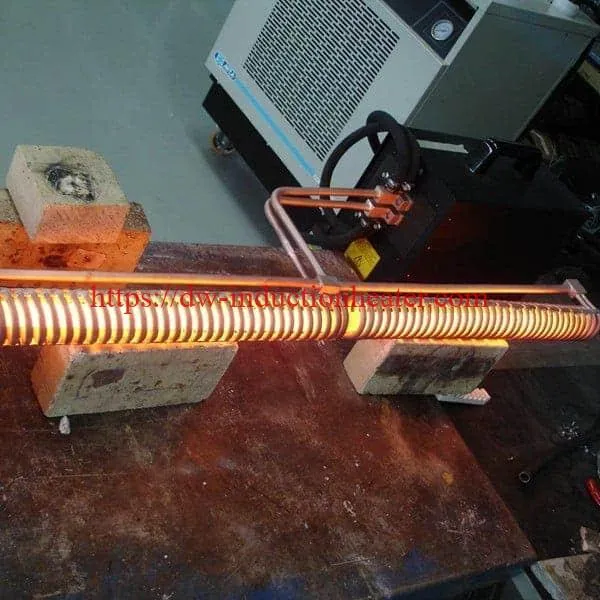
ലക്ഷ്യം കുതിര ഷൂസിന്റെ ഉൽപാദനത്തിനായി ഒരു വ്യാജ പ്രക്രിയയ്ക്ക് മുമ്പ് 1025 സ്റ്റീലിന്റെ സ്ട്രിപ്പ് 1800 ºF വരെ ചൂടാക്കുക. നിലവിൽ, ഗ്യാസ് ഉപയോഗിച്ച് അടുപ്പത്തുവെച്ചു ശൂന്യമാക്കി ചൂടാക്കി പ്രസ്സിൽ കെട്ടിച്ചമയ്ക്കുന്നു. ഒരു ഇൻഡക്ഷൻ കോയിൽ സ്ഥാനത്ത്, ഉരുക്ക് ഒരു റോളിൽ നിന്ന് ഇൻഡക്ഷൻ കോയിലിലൂടെയും ഫോർജിംഗ് പ്രസ്സിലേക്കും തുടർച്ചയായി നൽകും. വർദ്ധിച്ച ഉൽപാദന നിരക്ക് നിറവേറ്റുന്നതിന്, 13 ″ സ്റ്റീൽ വിഭാഗത്തിന്റെ ചൂടാക്കൽ 10 സെക്കൻഡിനുള്ളിൽ സംഭവിക്കണം.
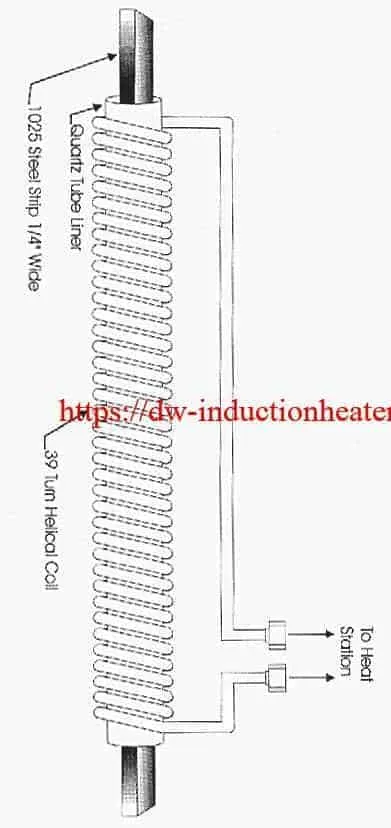
മെറ്റീരിയൽ 1025 സ്റ്റീൽ സ്ട്രിപ്പ് ഏകദേശം 3/4 ″ വീതിയും 1/4 ″ കട്ടിയുമുള്ളതാണ്.
താപനില 1800 º എഫ്
ഫ്രീക്വൻസി 50kHz
ഉപകരണങ്ങൾ DW-HF-60kW output ട്ട്പുട്ട് സോളിഡ് സ്റ്റേറ്റ് ഇൻഡക്ഷൻ പവർ സപ്ലൈ, ഒരു ഹീറ്റ് സ്റ്റേഷൻ ഉൾപ്പെടെ മൊത്തം കപ്പാസിറ്റൻസ് 0.5 μF ആണ്.
പ്രക്രിയ ഇനിപ്പറയുന്ന ഫലങ്ങൾ കാര്യക്ഷമമായി നേടുന്നതിനായി അമേരിതെം 40 കിലോവാട്ട് output ട്ട്പുട്ട് സോളിഡ് സ്റ്റേറ്റ് ഇൻഡക്ഷൻ പവർ സപ്ലൈ കണ്ടെത്തി: ഫലങ്ങൾ 1800 10 ºF XNUMX സെക്കൻഡിനുള്ളിൽ എത്തി.
1 ഓരോ 5-10 സെക്കൻഡിലും XNUMX ഭാഗത്തിന്റെ ഉൽപാദന നിരക്ക് പാലിച്ചു.
39 1/1 ″ ID യും 2 11/1 ″ OAL ഉം അളക്കുന്ന 2 ടേൺ ഹെലിക്കൽ സ്റ്റൈൽ വർക്ക് കോയിൽ ഉപയോഗിച്ചാണ് മുകളിലുള്ള ഫലങ്ങൾ നേടിയത്.