വ്യാജമായി ഇൻഡക്ഷൻ തപീകരണ സ്റ്റീൽ പ്ലേറ്റ്
വിവരണം
വ്യാജത്തിനും ചൂടുള്ള രൂപീകരണത്തിനുമുള്ള ഇൻഡക്ഷൻ തപീകരണ സ്റ്റീൽ പ്ലേറ്റ്
കെട്ടിച്ചമച്ചതിന് മെറ്റൽ ഇൻഡക്ഷൻ തപീകരണ സ്റ്റീൽ പ്ലേറ്റ് ചൂടുള്ള രൂപീകരണം മികച്ച ഇൻഡക്ഷൻ തപീകരണ പ്രയോഗങ്ങളാണ്. വ്യാവസായിക ഇൻഡക്ഷൻ ഫോർജിംഗും ചൂടുള്ള രൂപീകരണവും ഒരു ലോഹ ബില്ലറ്റ് വളച്ചൊടിക്കുകയോ രൂപപ്പെടുത്തുകയോ ചെയ്യുന്ന പ്രക്രിയകളിൽ പ്രക്രിയകൾ ഉൾപ്പെടുന്നു, അത് താപനിലയിൽ ചൂടാക്കിയതിനുശേഷം പൂവിടുന്നു. നോൺ-ഫെറസ് വസ്തുക്കളുടെ ബ്ലോക്കുകളും ഉപയോഗിക്കാം. 
ഇൻഡക്ഷൻ ടേബിൾ മെഷീനുകൾ അല്ലെങ്കിൽ പ്രാരംഭ ചൂടാക്കൽ പ്രക്രിയയ്ക്കായി പരമ്പരാഗത ചൂളകൾ ഉപയോഗിക്കുന്നു. ന്യൂമാറ്റിക് അല്ലെങ്കിൽ ഹൈഡ്രോളിക് പഷർ വഴി ഇൻഡക്റ്റർ വഴി ബില്ലറ്റുകൾ കടത്താം; പിഞ്ച് റോളർ ഡ്രൈവ്; ട്രാക്ടർ ഡ്രൈവ്; അല്ലെങ്കിൽ നടത്തം ബീം. ബില്ലറ്റ് താപനില അളക്കാൻ നോൺ-കോൺടാക്റ്റ് പൈറോമീറ്ററുകൾ ഉപയോഗിക്കുന്നു.
മെക്കാനിക്കൽ ഇംപാക്ട് പ്രസ്സുകൾ, വളയുന്ന യന്ത്രങ്ങൾ, ഹൈഡ്രോളിക് എക്സ്ട്രൂഷൻ പ്രസ്സുകൾ എന്നിവ ലോഹത്തെ വളയ്ക്കുന്നതിനോ രൂപപ്പെടുത്തുന്നതിനോ ഉപയോഗിക്കുന്നു.
ലക്ഷ്യം: ഗ്യാസ് ചൂള ഉപയോഗിച്ച് പ്രീഹീറ്റിംഗിനെ അപേക്ഷിച്ച് ഉൽപാദനം വർദ്ധിപ്പിക്കുകയെന്ന ലക്ഷ്യത്തോടെ ഒരു ഹീ ഹെഡ് സൃഷ്ടിക്കാൻ നിർബന്ധിക്കുന്നതിനുമുമ്പ് ഒരു സ്റ്റീൽ പ്ലേറ്റ് (3.9 ”x 7.5” x 0.75 ”/ 100 മിമീ x 190 എംഎം x 19 എംഎം) പ്രീഹീറ്റ് ചെയ്യുക.
മെറ്റീരിയൽ: സ്റ്റീൽ പാത്രം
താപനില: 2192 º എഫ് (1200 º C)
ആവൃത്തി: ക്സനുമ്ക്സ ഹേർട്സ്
ഇൻഡക്ഷൻ തപീകരണ ഉപകരണം: DW-MF-125/100, 125 kW ഇൻഡക്ഷൻ ചൂടായ സംവിധാനം മൂന്ന് 26.8 μF കപ്പാസിറ്ററുകൾ അടങ്ങിയ വിദൂര ചൂട് സ്റ്റേഷൻ സജ്ജീകരിച്ചിരിക്കുന്നു.
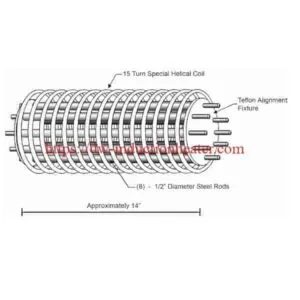
- ഈ ആപ്ലിക്കേഷന് ആവശ്യമായ താപം സൃഷ്ടിക്കുന്നതിനായി രൂപകൽപ്പന ചെയ്തതും വികസിപ്പിച്ചതുമായ മൂന്ന് സ്ഥാനം, മൾട്ടി-ടേൺ ഹെലിക്കൽ കോയിൽ.
പ്രക്രിയ സ്റ്റീൽ പ്ലേറ്റ് മൂന്ന് സ്ഥാനങ്ങളുള്ള മൾട്ടി-ടേൺ ഹെലിക്കൽ കോയിലിലേക്ക് തിരുകുകയും വൈദ്യുതി വിതരണം ഓണാക്കുകയും ചെയ്തു. 37 സെക്കൻഡിൽ, രണ്ടാമത്തെ സ്റ്റെയിൻലെസ് സ്റ്റീൽ പ്ലേറ്റ് ചേർത്തു, 75 സെക്കൻഡിൽ മൂന്നാമത്തെ സ്റ്റെയിൻലെസ് സ്റ്റീൽ പ്ലേറ്റ് ചേർത്തു. 115 സെക്കൻഡിൽ, ആദ്യ ഭാഗത്തേക്ക് ആവശ്യമുള്ള താപനില കൈവരിക്കുകയും പ്രക്രിയ തുടരുകയും ചെയ്തു.
ആരംഭത്തിനുശേഷം, ഭാഗങ്ങൾ നൽകിയ ക്രമത്തിൽ നിന്ന് ഓരോ 37 സെക്കൻഡിലും ചൂടാക്കാനാകും. മൊത്തം സൈക്കിൾ സമയം 115 ആണ്
സെക്കൻഡിൽ, ഓരോ 37 സെക്കൻഡിലും ഒരു ഭാഗം നീക്കംചെയ്യാൻ കഴിയും, ഇത് ആവശ്യമുള്ള ഉൽപാദന നിരക്ക് നേടാൻ ഇൻഡക്ഷനെ അനുവദിക്കുന്നു
ഗ്യാസ് ചൂള ഉപയോഗിക്കുന്നതുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ഗണ്യമായ നേട്ടങ്ങൾ മനസ്സിലാക്കുക.

ഫലങ്ങൾ / ആനുകൂല്യങ്ങൾ
ഉയർന്ന ഉൽപാദന നിരക്ക്: ഈ പ്രക്രിയ മണിക്കൂറിൽ 100 ഭാഗങ്ങളുടെ ഉൽപാദന നിരക്ക് നേടി, ഒരു ഗ്യാസ് ചൂള മണിക്കൂറിൽ 83 ഭാഗങ്ങൾ ഉത്പാദിപ്പിക്കുന്നു
- ആവർത്തനക്ഷമത: ഈ പ്രക്രിയ ആവർത്തിക്കാവുന്നതും ഉൽപാദന പ്രക്രിയയുമായി സംയോജിപ്പിക്കാൻ കഴിയും
- കൃത്യതയും കാര്യക്ഷമതയും: താപനം കൃത്യവും കാര്യക്ഷമവുമാണ്, ചൂട് ഉരുക്ക് ഫലകങ്ങളിൽ മാത്രം പ്രയോഗിക്കുന്നു
സാമാന്യമായി ഉപയോഗിക്കുന്ന വ്യവസായ വസ്തുക്കളുടെ ഏകദേശ ചൂടൻ രൂപകൽപന:
• ഉരുക്ക് 1200 C • ബ്രാസ് 750 C • അലുമിനിയം 550 C
മൊത്തം ഇൻഡക്ഷൻ ഹോട്ട് രൂപപ്പെടുത്തൽ അപ്ലിക്കേഷനുകൾ
ഉരുക്ക് ബില്ലറ്റുകൾ, ബാറുകൾ, പിച്ചള ബ്ലോക്കുകൾ, ടൈറ്റാനിയം ബ്ലോക്കുകൾ എന്നിവ ചൂടാക്കാനും ചൂടാക്കാനും ഉചിതമായ താപനിലയിലേക്ക് ഇൻഡക്ഷൻ ചൂടാക്കൽ യന്ത്രങ്ങൾ സാധാരണയായി ഉപയോഗിക്കുന്നു.

ഭാഗിക രൂപീകരണ അപ്ലിക്കേഷനുകൾ
ഭാഗിക രൂപീകരണത്തിനും വ്യാജപ്രക്രിയകൾക്കുമായി പൈപ്പ് അറ്റങ്ങൾ, ആക്സിൽ അറ്റങ്ങൾ, ഓട്ടോമോട്ടീവ് ഭാഗങ്ങൾ, ബാർ അറ്റങ്ങൾ എന്നിവ ചൂടാക്കാനും ഇൻഡക്ഷൻ ചൂടാക്കൽ ഉപയോഗിക്കുന്നു.
ഇൻഡക്ഷൻ തപീകരണ പ്രയോജനം
പരമ്പരാഗത ചൂളകളുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ, കെട്ടിച്ചമയ്ക്കുന്നതിനുള്ള ഇൻഡക്ഷൻ തപീകരണ യന്ത്രങ്ങൾ കാര്യമായ പ്രക്രിയയും ഗുണനിലവാര ഗുണങ്ങളും വാഗ്ദാനം ചെയ്യുന്നു:
ചൂടാക്കൽ സമയം വളരെ കുറവാണ്, സ്കെയിലിംഗും ഓക്സീകരണവും കുറയ്ക്കുന്നു
എളുപ്പവും കൃത്യവുമായ താപനില താപനില നിയന്ത്രണം. സവിശേഷതകൾക്ക് പുറത്തുള്ള താപനിലയിലുള്ള ഭാഗങ്ങൾ കണ്ടെത്തി നീക്കംചെയ്യാം
ആവശ്യമായ താപനിലയിലേക്ക് ചൂള കയറുന്നതിനായി കാത്തിരിക്കുന്ന സമയം നഷ്ടപ്പെടുന്നില്ല
ഓട്ടോമേറ്റഡ് ഇൻഡക്ഷൻ തപീകരണ യന്ത്രങ്ങൾ കുറഞ്ഞ സ്വമേധയാ ഉള്ള തൊഴിൽ ആവശ്യമാണ്
ഒരു നിർദ്ദിഷ്ട പോയിന്റിലേക്ക് ചൂട് നയിക്കാനാകും, ഇത് ഒരു രൂപവത്കരണ വിസ്തീർണ്ണമുള്ള ഭാഗങ്ങൾക്ക് വളരെ പ്രധാനമാണ്.
കൂടുതൽ താപ ദക്ഷത - ഭാഗത്ത് തന്നെ താപം ഉൽപാദിപ്പിക്കപ്പെടുന്നു, മാത്രമല്ല ഒരു വലിയ അറയിൽ ചൂടാക്കേണ്ടതില്ല.
മികച്ച തൊഴിൽ സാഹചര്യങ്ങൾ. വായുവിലെ ഒരേയൊരു ചൂട് ഭാഗങ്ങൾ തന്നെയാണ്. ഇന്ധന ചൂളയേക്കാൾ ജോലി സാഹചര്യങ്ങൾ വളരെ മനോഹരമാണ്.