ഇൻഡക്ഷൻ തപീകരണ കോയിൽ എങ്ങനെ രൂപകൽപ്പന ചെയ്യാം
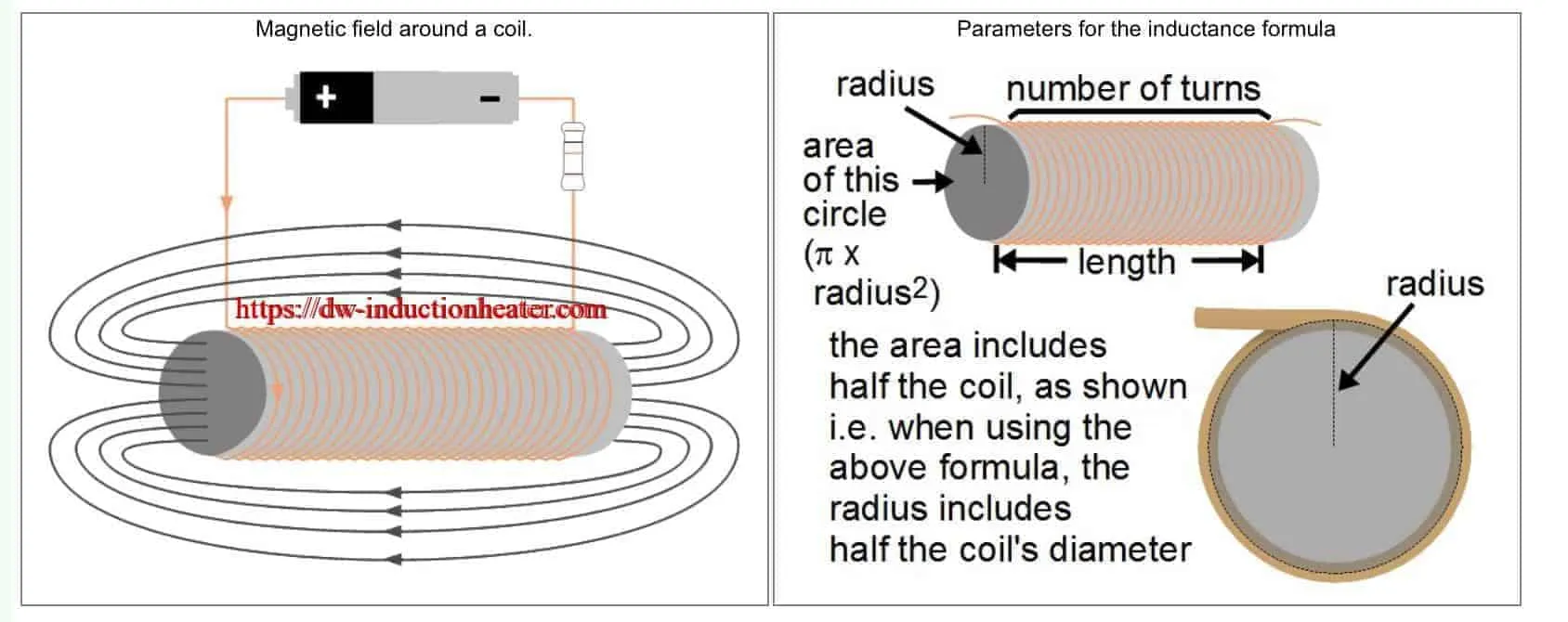 ഇൻഡക്ഷൻ തപീകരണ കോയിൽ / ഇൻഡക്റ്ററിനുള്ളിലാണ് ഇൻഡക്ഷൻ താപനത്തിന് ആവശ്യമായ വ്യത്യസ്ത കാന്തികക്ഷേത്രം വികസിപ്പിക്കുന്നത്, ഒന്നിടവിട്ട വൈദ്യുത പ്രവാഹത്തിലൂടെ.
ഇൻഡക്ഷൻ തപീകരണ കോയിൽ / ഇൻഡക്റ്ററിനുള്ളിലാണ് ഇൻഡക്ഷൻ താപനത്തിന് ആവശ്യമായ വ്യത്യസ്ത കാന്തികക്ഷേത്രം വികസിപ്പിക്കുന്നത്, ഒന്നിടവിട്ട വൈദ്യുത പ്രവാഹത്തിലൂടെ.
അതിനാൽ ഇൻഡക്ഷൻ തപീകരണ കോയിൽ / ഇൻഡക്റ്റർ ഡിസൈൻ മൊത്തത്തിലുള്ള ഇൻഡക്ഷൻ തപീകരണ യന്ത്രത്തിന്റെ ഏറ്റവും പ്രധാനപ്പെട്ട ഘടകമാണ്. നന്നായി രൂപകൽപ്പന ചെയ്ത ഇൻഡക്റ്റർ നിങ്ങളുടെ ഭാഗത്തിന് ശരിയായ തപീകരണ പാറ്റേൺ നൽകുകയും ഇൻഡക്ഷൻ തപീകരണ വൈദ്യുതി വിതരണത്തിന്റെ കാര്യക്ഷമത വർദ്ധിപ്പിക്കുകയും ചെയ്യുന്നു, അതേസമയം ഭാഗം എളുപ്പത്തിൽ ഉൾപ്പെടുത്താനും നീക്കംചെയ്യാനും അനുവദിക്കുന്നു.
ഇൻഡക്ഷൻ കോയിൽ / ഇൻഡക്റ്റർ ഒരു ഹെലിക്സിൽ രൂപപ്പെടുത്തേണ്ടതില്ല. ശരിയായ രൂപകൽപ്പന ഉപയോഗിച്ച്, ഏത് വലുപ്പത്തിലും രൂപത്തിലുമുള്ള ചാലക വസ്തുക്കൾ ചൂടാക്കാനും ആവശ്യമുള്ള വസ്തുക്കളുടെ ഭാഗം മാത്രം ചൂടാക്കാനും കഴിയും. ഇൻഡക്റ്റർ ജ്യാമിതിയുടെ ശരിയായ രൂപകൽപ്പനയിലൂടെ ഭാഗത്തിന്റെ വ്യത്യസ്ത മേഖലകളെ ഒരേ അല്ലെങ്കിൽ വ്യത്യസ്ത താപനിലയിൽ ചൂടാക്കാൻ പോലും കഴിയും. ശരിയായ ഇൻഡക്റ്റർ രൂപകൽപ്പനയിലൂടെ നിങ്ങളുടെ ഭാഗത്തെ താപനില ഏകത കൈവരിക്കാനാകും. വൃത്താകൃതിയിലുള്ള ഭാഗങ്ങളിൽ ഏറ്റവും ഫലപ്രദമായ ഏകത കൈവരിക്കാൻ കഴിയും. ഇലക്ട്രിക്കൽ കറന്റ് പാത്ത് ഫ്ലോയുടെ സ്വഭാവം കാരണം, ശരിയായ ഇൻഡക്റ്റർ ഡിസൈൻ ഉപയോഗിക്കുന്നില്ലെങ്കിൽ മൂർച്ചയുള്ള അരികുകളുള്ള ഭാഗങ്ങൾ ആ പ്രദേശങ്ങളിൽ ചൂടാക്കാൻ കഴിയും.
കപ്ലിംഗ് കാര്യക്ഷമത
നിലവിലെ ഒഴുക്കിന്റെ അളവും ഇൻഡക്ടറും ഭാഗവും തമ്മിലുള്ള ദൂരവും തമ്മിൽ ആനുപാതികമായ ബന്ധമുണ്ട്. ഭാഗം ഇൻഡക്റ്ററിനടുത്ത് സ്ഥാപിക്കുന്നത് വൈദ്യുത പ്രവാഹവും ഭാഗത്തെ താപത്തിന്റെ അളവും വർദ്ധിപ്പിക്കുന്നു. ഈ ബന്ധത്തെ ഇൻഡക്ടറിന്റെ കൂപ്പിംഗ് കാര്യക്ഷമത എന്ന് വിളിക്കുന്നു.
അടിസ്ഥാന നിർമ്മാണം
ഇൻഡക്ഷൻ തപീകരണ കോയിൽ / ഇൻഡക്ടറുകൾ പലപ്പോഴും ചെമ്പ് കുഴലുകളാൽ നിർമ്മിക്കപ്പെടുന്നു - താപത്തിന്റെയും വൈദ്യുതിയുടെയും നല്ലൊരു കണ്ടക്ടർ - 1/8 ″ മുതൽ 3/16 of വരെ വ്യാസമുള്ള; സ്ട്രിപ്പ് മെറ്റൽ ചൂടാക്കൽ, പൈപ്പ് ചൂടാക്കൽ എന്നിവ പോലുള്ള അപ്ലിക്കേഷനുകൾക്കായി വലിയ കോപ്പർ കോയിൽ അസംബ്ലികൾ നിർമ്മിക്കുന്നു. ഇൻഡക്റ്ററുകൾ സാധാരണയായി ജലചംക്രമണം വഴി തണുപ്പിക്കപ്പെടുന്നു, മാത്രമല്ല മിക്കപ്പോഴും ചൂടാക്കേണ്ട ഭാഗത്തിന്റെ ആകൃതിക്കും വലുപ്പത്തിനും അനുയോജ്യമായ രീതിയിൽ ഇഷ്ടാനുസൃതമായി നിർമ്മിച്ചവയാണ്. അതിനാൽ ഇൻഡക്റ്ററുകൾക്ക് ഒറ്റ അല്ലെങ്കിൽ ഒന്നിലധികം വളവുകൾ ഉണ്ടാകാം; വൃത്താകൃതിയിലുള്ളതോ വൃത്താകൃതിയിലുള്ളതോ ആയ ആകൃതി; അല്ലെങ്കിൽ ആന്തരിക (ഇൻഡക്റ്ററിനുള്ളിലെ ഭാഗം) അല്ലെങ്കിൽ ബാഹ്യ (ഇൻഡക്റ്ററിനോട് ചേർന്നുള്ള ഭാഗം) ആയി രൂപകൽപ്പന ചെയ്യുക.
How ഇൻഡക്ഷൻ തപീകരണ കോയിലുകൾ പ്രവർത്തിക്കുന്നു
ഒരു വർക്ക്പീസ് എത്രത്തോളം കാര്യക്ഷമമായും ഫലപ്രദമായും ചൂടാക്കുന്നു എന്നത് ഇൻഡക്ഷൻ കോയിൽ നിർണ്ണയിക്കുന്നു. ഇൻഡക്ഷൻ കോയിലുകൾ ചെമ്പ് കുഴലുകളിൽ നിന്ന് സൃഷ്ടിച്ച വാട്ടർ-കൂൾഡ് കോപ്പർ കണ്ടക്ടറുകളാണ്, ഇത് ഇൻഡക്ഷൻ ചൂടാക്കൽ പ്രക്രിയയ്ക്കായി കോയിലിന്റെ ആകൃതിയിൽ എളുപ്പത്തിൽ രൂപം കൊള്ളുന്നു. അവയിലൂടെ വെള്ളം ഒഴുകുമ്പോൾ ഇൻഡക്ഷൻ തപീകരണ കോയിലുകൾ സ്വയം ചൂടാകില്ല.
വർക്ക് കോയിലുകൾ സങ്കീർണ്ണമായ ഒരു കോയിലിൽ നിന്ന് ദൃ solid മായ ചെമ്പിൽ നിന്ന് ബ്രേസ് ചെയ്തതും ലളിതമായ സോളിനോയിഡ് അല്ലെങ്കിൽ ഹെലിക്കൽ-മുറിവുള്ള കോയിൽ വരെയുമാണ് (ഒരു മാൻഡ്രലിന് ചുറ്റുമുള്ള കോപ്പർ ട്യൂബ് മുറിവുകളുടെ നിരവധി തിരിവുകൾ ചേർന്നതാണ്).
അവയിൽ ഒഴുകുന്ന ഒന്നിടവിട്ടുള്ള വൈദ്യുതകാന്തികക്ഷേത്രം ഉൽപാദിപ്പിക്കുന്നതിലൂടെ, കോയിലുകൾ supply ർജ്ജ വിതരണത്തിൽ നിന്ന് വർക്ക്പീസിലേക്ക് energy ർജ്ജം മാറ്റുന്നു. കോയിലിന്റെ ഒന്നിടവിട്ടുള്ള വൈദ്യുതകാന്തികക്ഷേത്രം (ഇ.എം.എഫ്) വർക്ക്പീസിൽ ഒരു ഇൻഡ്യൂസ്ഡ് കറന്റ് (എഡ്ഡി കറന്റ്) സൃഷ്ടിക്കുന്നു, ഇത് ഐ സ്ക്വയർ ആർ നഷ്ടങ്ങൾ (കോർ നഷ്ടങ്ങൾ) മൂലം താപം സൃഷ്ടിക്കുന്നു.
കോയിലിന്റെ ഇ.എം.എഫ് ശക്തി വർക്ക്പീസിലെ വൈദ്യുതധാരയുമായി ബന്ധപ്പെട്ടിരിക്കുന്നു. ഈ transfer ർജ്ജ കൈമാറ്റത്തെ എഡ്ഡി കറന്റ് ഇഫക്റ്റ് അല്ലെങ്കിൽ ട്രാൻസ്ഫോർമർ ഇഫക്റ്റ് എന്ന് വിളിക്കുന്നു.
